

橡胶膜片是煤气、天然气等可燃气体流量表中必不可少的密封件,其产品结构如图1所示。
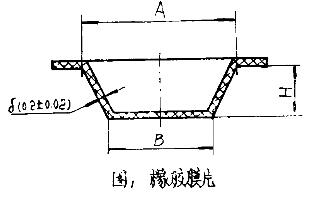
一、橡胶膜片
橡胶膜片一股由涤纶丝做骨架,双面涂胶,经型模硫化而成。
橡胶膜片要求表面平滑光洁,厚度均匀一致。
二、硫化模具的设计
通过对橡胶膜片的分析可知,采用通常使用的金属模具硫化橡胶膜片难于保证厚度均匀一致(δ=0.2±0.02),而且,橡胶膜片硫化时,有可能脱胶漏骨架,产生废品。根据橡胶膜片的技术要设计出了结构如图2所示的模具。件1为上模,件2为橡胶芯,件3为制品,件4为中模,件5为下模。
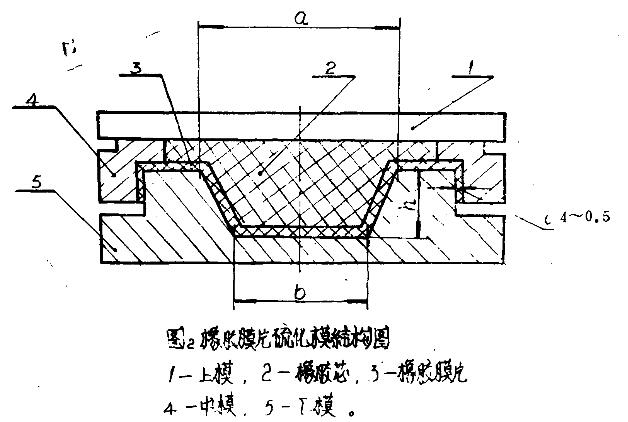
1、尺寸计算
如图2所示a、b、h分别按下式计算:
a=A·(1+K)
b=B·(I+K)
h=H·(1+K)
式中A、B、H为产品图中相对应的尺寸,K为膜片的收缩率。
图2中件4与件5单边要保留0.4~0.5mm的均匀间隙,以保证装模时夹紧胶布。
2、橡胶芯的加工
图2中橡胶芯件的加工,是根据橡胶膜片的零件尺寸要求设计橡胶芯模具,采用硬度较高(邵氏70~85度)的胶料,在已加工好的模具上进行硫化,且一次可多硫化一些备用件。利用橡胶芯的自然收缩和本身的弹性保证橡胶膜片表面平滑光洁和厚度均匀一致。每个橡胶芯可加工生产橡胶膜片100张左右。
3、棋具材料的选择及加工技术要求
为了提高模具寿命,模具构件上模、中模和下模一般选用45号优质碳素钢,加工时需进调质处理,硬度要求为HRC35~40;为了减少硫化时胶料在模腔内积垢和腐蚀,还须在型腔表面镀铬,铬层厚度为0.005~0.01mm。
为了保证产品表面平滑光洁,要求型腔表面粗糙度不低于0.40;各件配合表面粗糙度不低于1.60;其余为6.3。
三、橡胶膜片硫化模的操作原理
1、装模
先将尺寸适当的涂胶布放在下模模腔上,然后将中模套在下模上,使涂胶布四周边缘均匀地夹在中模与下模的配合间隙中,并使涂胶布适当绷紧。
将橡胶芯准确地压在涂胶布上,然后合模。
将硫化模放入硫化机热平板中,接通电源开关使上、下两热平板与模具贴合,并缓慢加压,至规定压力后记时硫化。
2、启模
待硫化肘间到达后,先开机使其缓慢降压,然后分上、下两热平板。
从硫化机热平板中取出硫化模,并用专用压板启开模具。先启上模,然后启开中模,同时从模腔中将橡胶芯和橡胶膜片带出,并使橡胶膜片与橡胶芯扯离。
将模腔和橡胶芯清除干净,以待装模。
几年来,我们用这种结构的模具,先后为某些生产煤气表的专业厂家配套生产了几十万张橡胶膜片,其表面平滑光洁,厚度均一,合格率高,产品质量均达到技术要求。




