

1、范围
本标准规定了橡胶制品模具撕边槽、余料槽及防焦边槽的形状尺寸、分布位置、适用范围、技术要求和制造要求。(本标准使用单位为mm)
2、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)成修订版均不适用于本标准然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注明日期的引用文件,其最新版本适用于本标准。
GB/T699 碳素结构钢
GB3077.88 合金结构钢
GB/T1804 一般公差、线形尺寸的未注公差
GB1031 评定表面粗糙度的参数及其取值和一般规则
3、定义
3.1.撕边槽:在模具分型面处离型腔位置较近的位置加工一沟槽,在产品后道整形过程中起到撕边作用;
3.2.余料槽:在离型腔或撕边槽一定位置加工一沟槽或减除承压面,在成型过程中起到存放余胶,增加产品上正压力,使产品飞边较薄,以便于后道整理或冷冻除飞边。
3.3.防焦槽:对于较厚的橡胶产品,在其分型处加工与产品型腔相连的合阶,以防止在硫化过程中由于制品内外硫化程庋不统一而在分型处造成烂边现象。
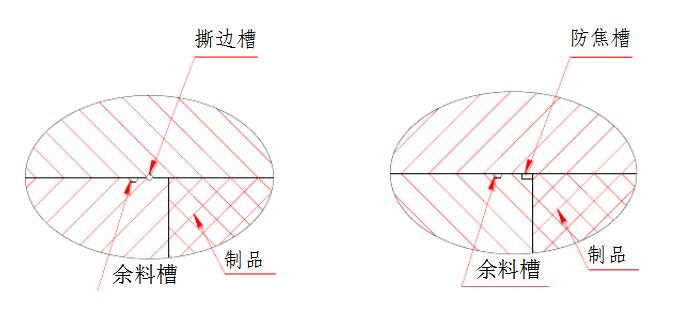
4.位置
4.1.撕边槽、余料槽及防焦边槽的相对位置如下所示
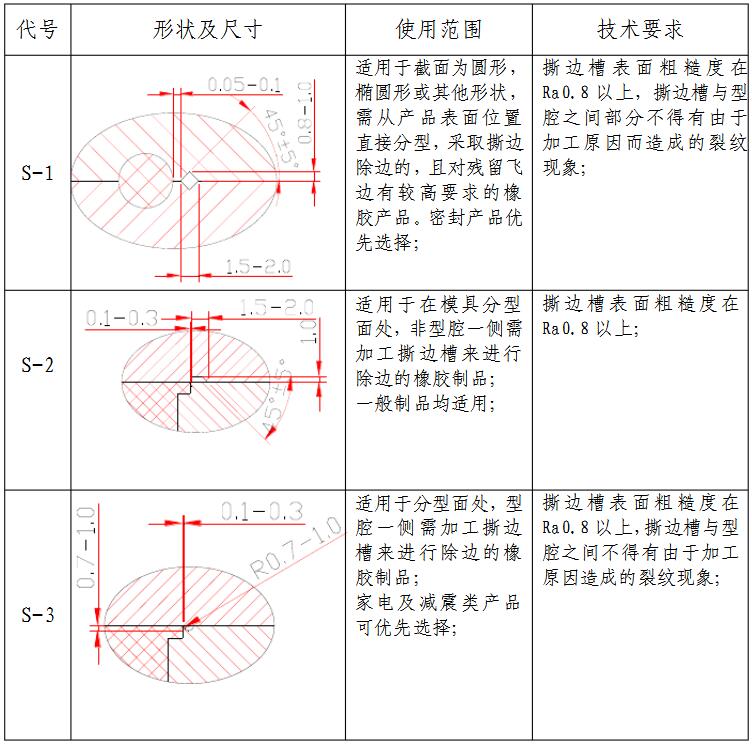
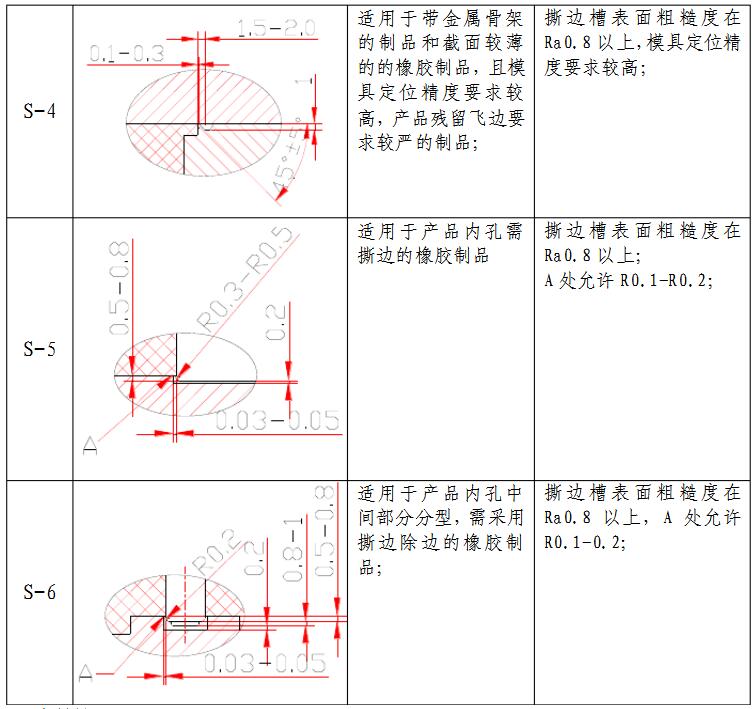
5.撕边槽
5.1撕边槽代号:用S-阿拉伯数字表示,其中,S代表撕边槽。阿拉伯数字表示撕边槽序号。
5.2撕边槽形状、尺寸、技术要求及适用范围见下表
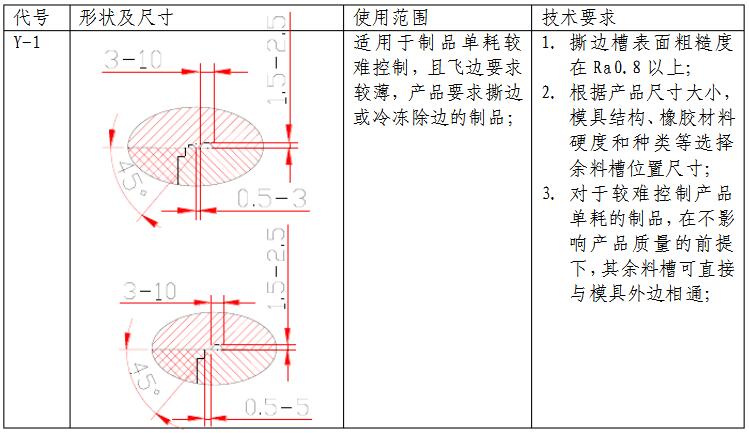
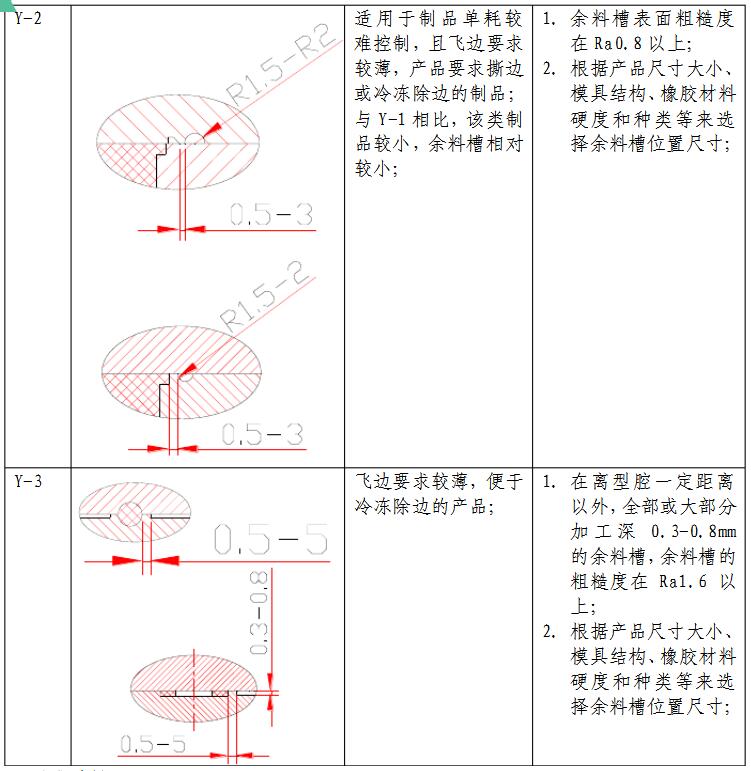
6.余料槽
6.1余料槽代号:用Y-阿拉伯数字表示,其中,Y表示余料槽,阿拉伯数字表示余料槽序号。
6.2余料槽形状、尺寸、技术要求及适用范围见下表
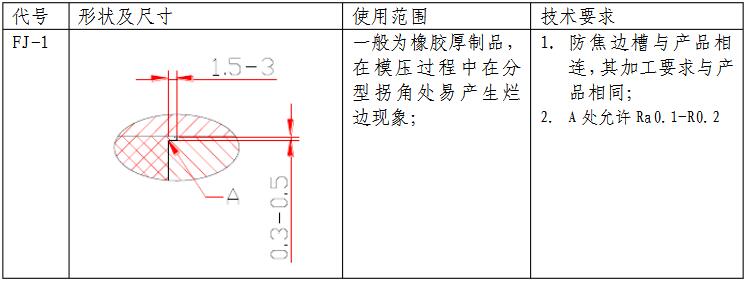
7.防焦边槽
7.1防焦边槽代号,用F阿拉伯数字表示,其中,FJ表示防焦边槽,阿拉伯数字表示防焦边槽序号。
7.2防焦边槽形状、尺寸、技术要求及适用范围见下表;
8.使用方式
8.1对于成型件单耗易控制,橡胶硬度适当的橡胶制品模具,可选择加工撕边槽和余料槽;
8.2对于产品有特殊要求或产品整理方式不同的模具,可只选择开余料槽,主要包括产品为切割成型或切割飞边,以及产品必须用剪刀等工具修边和冷冻除飞边。
8.3对于产品分型面处飞边较厚,其产品应设置撕边槽和余料槽;
9.制造要求
9.1制造过程中必须按图纸或本标准要求加工撕边槽、佘料槽和防焦边槽;
9.2对于加工撕边槽时,一次性切割量不宜过大,避免造成型腔与撕边槽之间部分有裂纹,从而影响撕边槽寿命。
9.3本标准所采用的模具材料包括:GB699-8845#优质碳素结构钢、GB3077-8840Cr合金结构钢、易切削热塑性模具钢SMI以及日本JIS标准S50C等,材料硬度为HRC22-55;




