

丁腈橡胶(NBR)主要用于制备橡胶制品。随着温度升高和丙烯腈含量增大,NBR热塑性提高。热塑性好的胶料成型流动性好,适用于模压制品制备。模压橡胶制品是将一定形状和质量的混炼胶装入模具,在平板硫化机上硫化,然后脱模、修边而制成。模压橡胶制品质量的优劣一般由胶料配方和加工工艺决定。本文主要探讨影响NBR模压制品质量的工艺因素。
1、NBR模压制品常见的质量缺陷
模压的目的是使橡胶制品具有一定的形状和物理性能,并避免表面缺陷。NBR模压制品常见的质量缺陷如下:在分型线处撕裂,表面有流动痕迹、不光滑、喷霜、翘起或卷起、重皮裂口,内部有气泡,尺寸收缩过大,脱模时产生裂口。
2、NBR模压制品质量影响因素
制备NBR模压制品必须注意混炼胶制备、模具设计和硫化条件等因素。
2.1 混炼胶制备
2.1.1 混炼工艺
配合剂分散不良会影响NBR模压制品的物理性能。例如硫黄在NBR中溶解度小,不易分散,常会导致橡胶制品脱模时撕边剥落或表面泛白,当硫化胶拉伸时还能看见硫黄粒子。增塑剂分散不均匀会造成胶料在模压前脱层,产生气泡,并降低过氧化物胶料的硫化性能。配合剂中的杂质会导致胶料松散及精密制品的外观缺陷。未充分混炼的胶料应及时重新混炼。焦烧胶料在模压硫化过程中难以流动,胶料焦烧会导致制品不紧实、脱层、卷缩与歪扭等缺陷。
2.1.2 胶料粘度
胶料在模腔内的流动性取决于混炼胶的粘度,NBR胶料的粘度通常由增塑剂和填充剂决定。使用增塑剂或延长塑炼时间都难以降低胶料粘度,供模压法使用的NBR胶料门尼粘度[ML(1+4)100 ℃]为35~130。如果胶料粘度小,硫化压力不够时,硫化时制品会产生气泡;如果胶料粘度大,硫化时不易充满模具,制品易造成缺胶或纹痕。
2.1.3 胶片隔离
为防止粘连,NBR混炼胶下片时可在胶片表面涂覆隔离剂,但不能使用硬脂酸类粉剂,因为硬脂酸不溶于NBR,会起到过量润滑的作用,影响胶料在模压时的粘合。当NBR胶料与金属芯结合时,也不能使用粉剂隔离剂,必须保证胶料与金属接触面的粘性。
2.1.4 胶料停放
NBR胶料混炼后应停放16 h后再进行模压,停放的最佳时间为24 h。胶料不停放,制品会出现气泡和斑点;停放时间太短,会影响制品的物理性能;停放时间过长,会严重影响胶料与金属材料的粘合。
2.1.5 胶料尺寸
胶料尺寸不可能与相应模腔尺寸完全相同,模压时胶料的质量应比制品胶料部分大,模压时溢胶(或溢边)将起到驱除模腔内空气、保持硫化压力的双重作用。溢边量应根据制品大小、模压方法和模具结构来严格控制。如果胶量不够,无法充满模腔,会造成缺胶;如果胶量过多,会阻碍模具闭合,造成制品不合规格。对一般平板硫化机而言,分开式模具的胶料应多装15%~20%,压入分开式模具的胶料应多装5%~10%,压入式模具的胶料应多装2%左右。
2.2 模具设计
NBR广泛用于制造O形圈、U形圈、密封圈和垫圈。当制品尺寸公差超过指定公差范围时,其使用寿命就会显著缩短,甚至使用几分钟就会报废。因此模具设计必须保证产品尺寸稳定。
影响制品尺寸度的主要因素是胶料收缩,在制品尺寸公差很小的情况下,模具设计首先要考虑胶料的收缩。胶料收缩的原因是胶料的热膨胀系数大于金属模具材料的热膨胀系数。
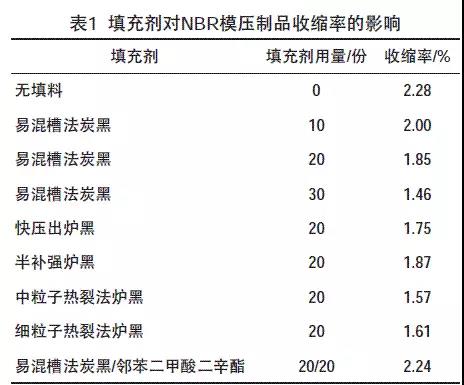
NBR制品的尺寸公差一般为0。5%~1。0%。美国模压橡胶制品模具尺寸的允许公差随制品而定,一般制品模具尺寸公差为0。127 mm,特殊精密制品模具尺寸公差为0。005 mm;橡胶制品的加工尺寸公差随胶种、配方、尺寸和形状的变化而变化,实心制品加工尺寸公差为0。254~0。635 mm,海绵制品加工尺寸公差为0。254~1。520 mm。在硫化前将胶料进行高频预热,可以有效减小胶料内部变形;冷却后胶料的收缩率超过模腔,收缩程度随胶料组分(特别是填充剂品种和用量)变化而变化,并与胶料模压前内应力大小有关。填充剂对NBR模压制品收缩率的影响见表1。
溢边原因可归因为硫化压力不足或不均、逃皮孔太小及模腔面积太大等。根据设计原则,逃皮孔体积应相当于模腔体积的15~20倍,以足够容纳溢边。如要求溢边很小的话,则模腔与逃皮孔之间应力较小。在重叠模腔的模具中,溢边的分布和厚度因硫化压力不同而变化较大。通常NBR的热撕裂强度比其他合成橡胶小,因此NBR制品的硫化压力应适当,并注意成品出模时不形成倒线切口。另外,边部的流胶槽应尽量在靠近模腔端部0.4~3.2 mm处。
2.3 硫化条件
2.3.1 硫化温度
NBR胶料的模压硫化温度通常为140~200 ℃,具体硫化温度取决于制品的物理性能、大小与模压方法。低温硫化可减少因焦烧和模具沾污等引起的制品质量问题,还能使制品获得较好的物理性能。大型制品零件需要比较平坦的硫化过程,在不同硫化温度下可通过调整硫化时间使制品物理性能最佳。
NBR胶料可采用介电方法来有效预热。这种预热方式能使胶料在模压前均匀升温,加快硫化速度,克服厚制品硫化不均和歪斜等问题。制品歪斜是制品表面硫化后中心部分继续受热硫化所致。
NBR胶料采用高温硫化,每个操作步骤需快速进行,例如胶料在153 ℃的模腔中可以停留2 min后再加压硫化。另外,采用高温硫化,模垢也会增多,从而增加清模次数。模垢一般由胶屑和脱膜剂积存所致。
2.3.2 硫化压力
硫化压力对NBR制品质量十分重要,硫化中如果压力发生变化,则制品的物理性能下降,因此硫化压力应保持稳定。NBR胶料硫化压力一般为1.4~3.4 MPa。
成品溢边过大会造成废品,这种问题经常归因于模具设计,其实是硫化压力不足造成的。模压过程中压力不足,常会产生气孔、外气泡和变形等;压力过大,可能造成扭变。
NBR制品可采用分段硫化,即先将NBR胶料在平板硫化机中进行一段硫化定型后,再进行二段硫化。
2.3.3 硫化时间
硫化时间是在一定温度和压力下,胶料在模具中硫化以获得最佳性能的时间。硫化时间过长,制品脱模时会产生裂口,可用低温长时间硫化来解决;硫化时间过短,制品欠硫,且在分型线处容易撕裂,可采用提高硫化温度来解决。
3、结论
NBR模压制品质量的影响因素是互相制约的。当NBR模压制品产生质量问题时,不仅要调整配方因素,还应从混炼胶制备、模具设计和硫化条件方面查找原因,提出改进措施,以保证产品质量和产量。




